При всей своей простоте и окупаемости технология выпуска блоков из арболита относится к трудоемким и зависящим от добросовестности выполнения отдельных этапов, что в свою очередь приводит к необходимости задействования правильных приспособлений при подготовке сырья, замесе раствора основы, формовки и просушки. Получаемые продукты должны соответствовать нормам ГОСТ 19222 и СН 549-82, какие-либо отклонения при выпуске с целью продажи недопустимы.

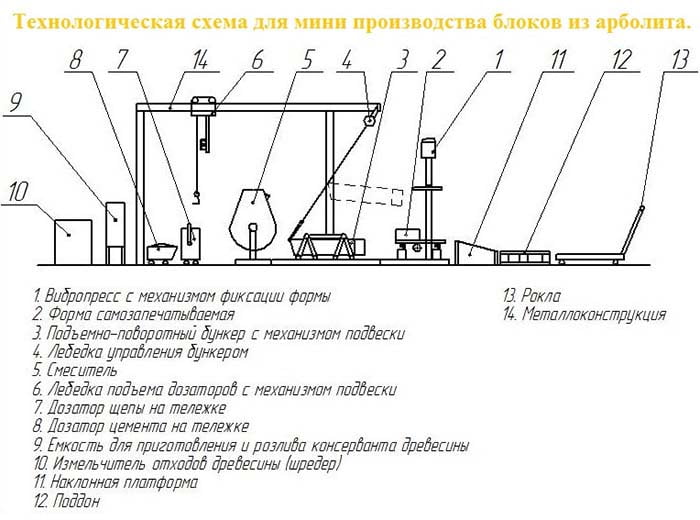
Схема и технология
Основой служит вытянутая щепа хвойных пород с размеров фракций около 30×10×5 мм, прошедшая сушку и минерализованную обработку, исключающую протекание процессов гниения. В виде связующего раствора используется цементное тесто, процентное соотношение между наполнителем и вяжущим в сухом виде варьируется от 80/20 до 90/10. Оптимальными характеристиками в этом качестве обладает портландцемент М500, при ограниченном бюджете и выпуске легких теплоизоляционных марок допускается его замена на М400, но не ниже.
Дальнейшая схема действий при производстве арболита зависит от ожидаемых объемов и наличия или отсутствия соответствующего оборудования для выполнения определенного этапа. При получении изделий в домашних условиях в смазанные обычные формы или заготовки для ручного станка заливается самостоятельно замешенная смесь, после уплотнения и набора прочности они аккуратно вынимаются и размещаются на полках и стеллажах для просушки.
Каждый отдельный этап при этом выполняется своими силами, что отрицательно сказывается как на трудоемкости процесса, так и на качестве. При этом варианты, полученные с помощью специального станка для изготовления блоков, в разы выигрывают в прочности и однородности свойств у уплотненных путем встряхивания.

При необходимости получения большого количества такая схема не подходит из-за отсутствия четкого контроля за дозировкой вводимых компонентов, временем замеса и удержанием раствора в формах. Не следует забывать и об ограничении даже при наличии большого числа форм, процесс затвердевания арболита до безопасной прочности занимает много времени. Сократить длительность цикла формовки до минимума позволяет только вибрационный пресс.
Вне зависимости от выбранного способа к общим требованиям технологии производства блоков относят контроль за качеством сырья, степенью его уплотнения и однородностью распределения в форме. При необходимости изготовления большого количества изделий с одинаковыми характеристиками в линию вводят такое оборудование и комплектующие как агрегат для выработки щепы, бункеры для ее минерализации с соответствующими дозаторами, бетоносмеситель с возможностью изменения частоты оборотов, автоматическую воронку для заполнения форм, вибродвигатель и камеру сушки.
Обзор используемого оборудования
1. Щепорезы и измельчители древесины.
Основным назначением этих инструментов является рубка хвойных пород с последующим дроблением вплоть до получения нужной фракции. Потребность в них отсутствует только в одном случае – при размещении линии по производству рядом с лесопилками и деревообрабатывающими предприятиями. При этом качество получаемых изделий на основе опилок и нефракционной стружки будет уступать блокам из щепы в разы.
Технология не допускает использования сырья, полученного в стандартных дробилках и имеющего квадратную форму. Чрезмерно крупной она быть также не должна из-за отрицательного влияния на геометрическую точность.
Правильную игольчатую щепу выдают щепорезы и измельчители, имеющие специальные молоточки, раскалывающие куски размером 25×25 и 30×30 мм на отдельные волокна толщиной в 5 мм и шириной в пределах 10. Заточка ножей составляет 30°, для удаления мелких крошек используется сито.
2. Бункера для минерализации.
Это оборудование для производства арболитовых блоков относится к вспомогательным, но в промышленных масштабах выпуска без него не обойтись. Стандартный комплект включает малый мерный бункер для контроля объема обрабатываемой щепы, емкости для разбавления сульфата алюминия или аналогичного состава для минерализации наполнителя, смеситель и шнеки с вибродвигателем для транспортировки сырья и большой бункер для его отстаивания.
При изготовлении в кустарных условиях щепу подготавливают проще – путем ручного или механизированного перемешивания и хранения в течение 3-4 дней в относительно небольшой чаше с последующей просушкой.

3. Смесители.
Растворы на основе щепы, цемента и воды не имеют текучей структуры и плохо перемешиваются обычными лопастями, опыт показывает, что классические гравитационные и принудительные модели в данном случае не подходят. Для получения однородного бетона задействуются варианты с широким приемным отверстием-воронкой и плугообразными элементами-ножами, взрезающими раствор и обеспечивающие обволакивание игольчатой щепы цементным тестом.
Снизить риски нарушения пропорций помогают дозаторы, готовый состав выгружается в специальные подъемно-поворотные бункера для подачи к формам, используемые в автоматизированных линиях, или в тачки при ручном выполнении операций.
4. Станки и вибропрессы.
Ассортимент включает как компактные ручные варианты, выдающие не более 1 арболитового блока за 1 цикл формовки, до линий с вибростолами, позволяющими разместить несколько форм одновременно. Уплотнение смеси достигается путем придавливания пластин или крышки и последующей виброобработки, направление воздействий при этом зависит от типа станка. Стационарные маломощные модели как правило обеспечивают выгонку воздуха из форм через вибрирующую крышку, профессиональные прессы – путем включения стола или с двух сторон. Качество при втором способе неизменно выше.

5. Сушильные камеры.
Опыт показывает, что оптимальное качество достигается при наборе прочности в условиях повышенной влажности и температуры, обычного накрытия пленкой не всегда достаточно. Полученные блоки вместе с формами рекомендуется направлять в специальные камеры с надежно изолируемыми стенками, обогреваемую с помощью электрических ТЭНов или парогенераторов, аккуратно вынимать и оставлять на просушку на поддонах и стеллажах. Схватывание арболитной смеси осуществляется на второй, но марочную прочность элементы приобретают через 3 недели как минимум.

Цены на оборудование
Вне зависимости от производительности и сложности линии ее главным элементом является станок для формовки, ориентировочные расценки на востребованные и проверенные временем модели приведены в таблице:
| Наименование, завод-изготовитель | Кол-во блоков, шт | Мощность, Вт / напряжение питания, В | Габариты, мм / вес, кг | Цена, рубли |
| Вибропресс для арболита РВП-05, Стройиндустрия | 1 – за 1 цикл формовки / 160 ≈ 5 м3 за 8-часовую смену | 250/220 | 1000×1040×1300/ 160 | 29900 |
| Мини-станок Гефест-1 с виброкрышкой, Стройиндустрия | 180/220 | 520×230×40/25 | 6900 | |
| Вибропресс Рифей-Арболит, Стройтехника | 150 шт в част стеновых блоков, 220 – перегородочных, при зоне формовки в 390×790 мм | 4700/380 | 1600×1620×2665/ 1490 | 378000 |
| Станок с ручным управлением ВСА-2, ТД Аникс | 60-90 шт в час | 560/220 | 600×300×200/86 | 32000 |
| Оборудование для поэтапного вибропрессования ВПВ-1500У, ООО Русский Арболит | До 750 шт в 8-часовую смену | 1500+500/380 | 1350×1000×1750/ 290 | 175000 |
Отзывы на бизнес форумах подтверждают эффективность приобретения линий, включающих помимо станков снаряжение для рубки щепы, смешивания бетона и транспортировки изделий и сырьевых материалов. Высокая цена комплексов оправдывается согласованной работой отдельных узлов их продуманным размещением. При изготовлении в домашних в условиях предпочтение отдается компактным моделям, обслуживаемым силами одного человека и запитываемым от обычной сети в 220 В.