Электродуговая сварка — популярная технология соединения стержней. Однако для легированных сталей она порой оказывается неприменимой, особенно если необходимо соединять толстые детали. Причина — снижение прочности металла на стыке. Происходит это из-за возникновения внутренних напряжений, в процессе расплавления с последующей кристаллизацией стали. Вблизи стыка арматура перекаливается, сам шов получает высокую прочность, но рядом метал будет ослаблен. Этих недостатков во многом лишен процесс, называемый ванным способом.

Что это такое?
Принцип предельно прост: металлические стержни фиксируются на некотором расстоянии друг от друга, а промежуток заполняется расплавленным металлом. В процессе работы в ней образуется крохотный бассейн, ванна жидкой стали — отсюда название метода. Саму оснастку, которая при этом используется, называют ванночкой для сварки.
Решает она три задачи:
- не дает расплаву вылиться из рабочей зоны;
- обеспечивает надежный контакт стержней для равномерного горения электрической дуги;
- фиксирует свариваемые детали в требуемом положении.
Последняя задача особенно важна. Если оси прутьев оказываются сдвинуты даже ненамного, обязательно возникают изгибающие напряжения, резко ослабляющие прочность стыка.
Виды сварки
По способу выполнения ванная сварка арматуры разделяется на:
- ручную;
- полуавтоматическую.
В первом случае используют электроды, во втором — непрерывную подачу проволоки с помощью полуавтомата.
При работе вручную различают одно- и многоэлектродное соединение. В последнем варианте вместо обычного зажима применяется специальная гребенка. Оснастка заметно ускоряет процесс там, где для заполнения ванночки требуется много расплава. К примеру, скрепление стержней большого диаметра.
Как осуществляется процесс?
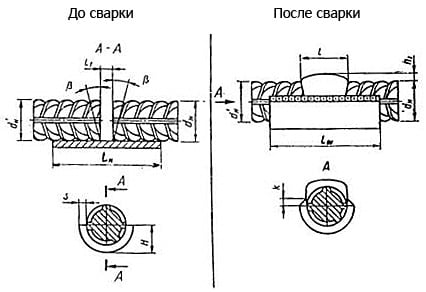
Расстояние между свариваемыми деталями составляет от полутора до двух диаметров используемого электрода. Дуга зажигается у торца одного из стержней. После того, как он начнет оплавляться, зону горения перемещают к другому элементу, затем снова к первому. Так поступают до тех пор, пока все пространство не будет заполнено расплавом металла.
Если диаметр деталей велик, электрод двигается как между торцами арматуры, так и параллельно им. Траектория напоминает спираль или ряд округлых колебаний. До начала работы мы должны убедиться, что арматура в месте соединения не ржавая и чистая. Для получения качественного стыка металл зачищают до блеска. Причем не только по торцу, но и на расстоянии как минимум 3 диаметров от места сварки. Сделать это можно вручную, стальной проволочной щеткой. При больших объемах работ используют «болгарку» или пескоструйный аппарат. Сама ванночка также не должна иметь загрязнений и дефектов.

В зависимости от расположения стержней стык может потребоваться не только горизонтальный, но и вертикальный. Во втором случае задача усложняется и требует применения специального типа ванночек, препятствующих выливанию расплава. Оснастка напоминает воронку, открытую в верхней части. Именно через это отверстие вводится электрод и удаляется шлак, когда форма оказывается полностью заполнена расплавом.
Виды ванночек
Представляет собой обечайку из стали, меди или графита. Первый тип, по сути, обычная стальная скоба. По требованиям технологии она приваривается к соединению, дополнительно усиливая его. Медные или графитовые приспособления в отличие от железных можно применять неоднократно, их стоимость заметно меньше. Оснастка выдерживает до 150 заливок, легко отделяясь от готового стыка.
Цена изделий из графита ниже медных, однако из-за пористой структуры углерода легко набирают влагу, поэтому перед работой их приходится просушивать, даже прокаливать.
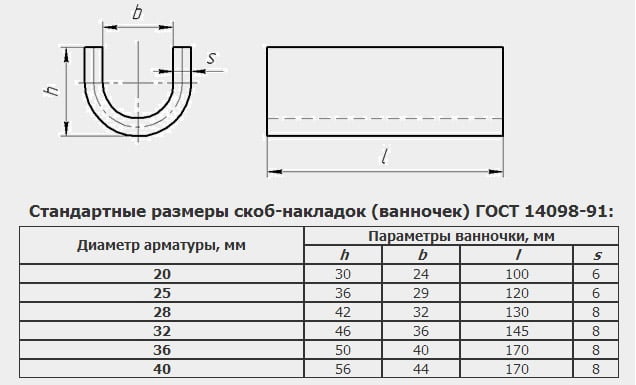
Ванночки делают различных диаметров, длины и конструкции. Подбирая нужный тип, мы можем соединять стержни как вдоль, так и выполнять тавровые или угловые стыки. По размерам основные соотношения следующие: длина ванночки должна быть не менее 4 диаметров арматуры (для сварки изделия 20 мм потребуется скоба длиной 80). Сечение должно соответствовать диаметру прута, превышая его размер максимум на 3-4 мм.
Приобретаем ванночки
Поскольку требуется купить дополнительную оснастку, то цена выше обычной дуговой сварки. Относительно небольшое увеличение окупается высоким качеством стыка, которое дает такая технология.
| Материал, тип | Диаметр мм | Цена/стоимость за шт. руб | Примечание |
| Стальная скоба, одноразовая | 22 | 60 | горизонтальный шов |
| 25 | 65 | ||
| 28 | 85 | ||
| 32 | 95 | ||
| Графитовые ванночки, многоразовые | 20 | 17 | вертикальный шов |
| Медная скоба, многоразовая | 25 | 180 | горизонтальный |
| Формы медные многоразовые инвентарные | от 250 | изготавливаются по заказу |



