Вид оборудования для производства тротуарной плитки определяется требованиями к готовой продукции. В первую очередь это зависит от целей её применения. Будь то оформление приусадебных территорий, изготовление автомобильных дорог или благоустройство общественных мест, внешний вид и эксплуатационные свойства будут отличаться.

Описание методик
1. Вибрационное литье – заливка густой бетонной смеси в форму из пластика, которая установлена на вибрирующей плите. После завершения уплотнения материала изделие выдерживают некоторое время для набора прочности, после чего его извлекают из формы и сушат при положительной температуре воздуха.
2. Полусухое вибропрессование. Бетон подаётся в матрицы, формование осуществляется пуансоном от гидропривода. Особенность процесса состоит в меньшем количестве воды в растворе по сравнению с методом вибролитья. Это повышает прочность, так как позволяет применять оптимальное для получения бетона соотношение воды и цемента.
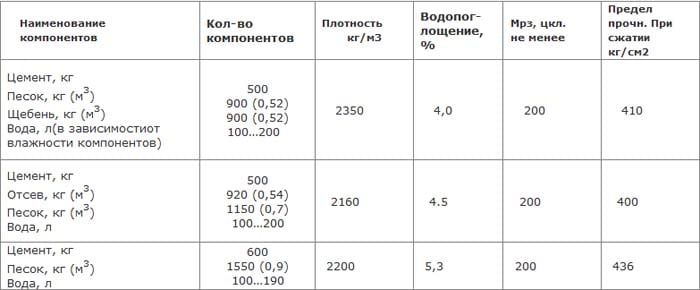
Используемая смесь является сухой, а её текучесть для заполнения пресс-формы обеспечивается созданием дополнительных вибраций матрицы и пуансона при уплотнении. При достижении определённого давления процесс изготовления прессованной плитки завершается. Она извлекается из формы и помещается на поддон. Для обоих способов производства раствор состоит из небольшого количества воды, цемента марки 500, щебня фракции 5-15 мм, песка с зерном не более 2 мм, пластификаторов, пигментов.
Возможно, вас также заинтересует статья Монтаж тротуарной плитки на бетон своими руками.
3. Метод полусухого прессования. Заключается в сжатии состава влажностью 8-10 % высоким давлением.
Вибростолы для производства тротуарной плитки
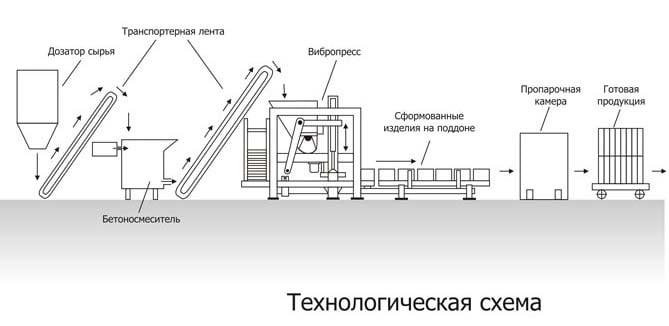
При методе вибролитья необходим набор оборудования:
- Формовочный вибростол.
- Бетоносмеситель.
- Пластиковые формы.
- Ёмкость для горячей воды.
- Вибростол расформовочный.
Процесс изготовления достаточно прост и может быть освоен в течение тридцати минут. Формы размещают на столе. Заливают их рабочей смесью, полученной в бетоносмесителе, и включают вибратор для её уплотнения и удаления воздуха на несколько минут. Ванна для горячей воды и расформовочный вибростол служат для выемки набравшей прочность тротуарной плитки.
Вибростол типовой конструкции имеет такое оснащение:
- Прочная станина.
- Столешница.
- Вибратор.
Вибрационный стол для тротуарной плитки и брусчатки модели ВРС-01 состоит из узлов:
- Станины, выполненной из профилированной стальной трубы с помощью сварки.
- Столешницы, установленной на её пружинных опорах.
- Двух вибромоторов, обеспечивающих колебания стола станка.
Технические характеристики ВРС-01:
| Параметр | Размеры столешницы, м | Грузоподъёмность, кг | Частота колебаний, Гц | Амплитуда колебаний, мм | Потребляемая мощность, кВт |
| Значение | 1,1х1,3 | 25-180 | 50 | 0,4 | 1,0 |
Небольшие габаритные размеры станка позволяют использовать его практически в любом помещении. Имеет относительно низкую цену (36 000 рублей), прост в обслуживании, улучшает качество плитки.
Технические характеристики стола ВСУ:
| Параметр | Размеры столешницы, м | Грузоподъёмность, кг | Частота колебаний, Гц | Потребляемая мощность, кВт |
| Значение | 1,0х1,1 | 110 | 46 | 0,5 |
Снабжен стандартным площадочным вибратором ВИ-99 и имеет более низкую цену – 22000 рублей.
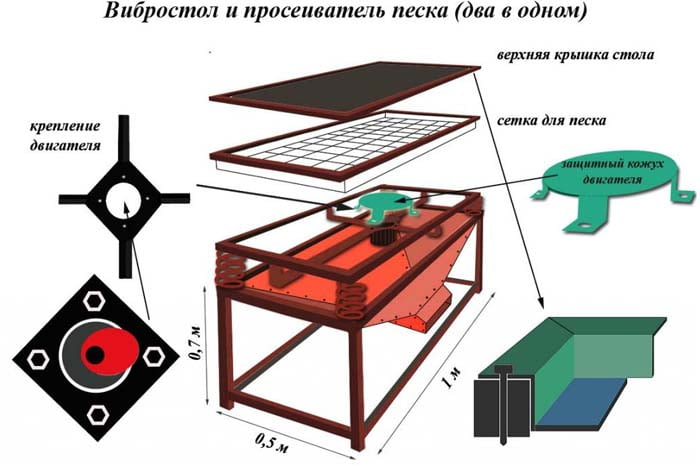
Плитку, полученную методом вибролитья, отличает гладкая поверхность и небольшая цена. К недостаткам относят изнашиваемость и растрескивание под воздействием температурных колебаний. Отметим низкую точность геометрии готовых изделий и повышенный расход цемента, что увеличивает затраты. В целях экономии можно собрать вибростол своими руками по инструкции.

Станки для производства вибропрессованием
Способ предполагает использование полусухой бетонной смеси и практически полную автоматизацию процесса. Для тротуарной плитки изготовитель оборудования рекомендует компактный УЛЬТРА 2.0.
Состав:
- Рама вибропресса с двумя направляющими и траверсой.
- Гидравлическая станция.
- Загрузочный бункер станка с гидравлическим шибером.
- Пресс-форма.
- Модуль подачи поддонов, конвейер.
- Загрузочное устройство бетона.
- Вибростол (особенность конструкции: дебалансы погружены в масляную емкость).
- Рольганг перемещения поддонов с готовой продукцией.
- Стеллаж.
- Пульт управления.
- Поддоны.

Процесс практически полностью автоматизирован. С этой целью имеются модули подачи гидроприводом поддонов и готовой смеси в матрицу. Пресс-форма сменной конструкции позволяет выполнять быструю переналадку оборудования на выпуск других типоразмеров изделий. Поддоны (из фанеры) предназначены для удаления отформованных плиток из зоны прессования в процессе производства и дальнейшего хранения в течение двух суток при плюсовой температуре (15-45°C) для набора транспортировочной прочности.
Технические характеристики УЛЬТРА 2.0:
- Объём производства – 600 штук тротуарной плитки (100х200 мм) в час.
- Размер формовочного стола – 400х600 мм.
- Высота рабочей зоны – от 50 до 215 мм.
- Цикл формования – от 40 до 60 секунд.
- Мощность – 4 кВт.
- Частота вибраций – от 50 до 85 Гц.
- Давление прессования – от 100 до 140 кгс/см2.
- Объём бункера – 0,4 м3.
- Габаритные размеры: высота – 2 м, длина – 5,8, ширина – 1,3.
- Вес 1750 кг.
Последовательность работы оборудования:
- Загрузка десяти поддонов в приёмный магазин.
- Бункер заполняется готовым раствором в объёме до 0,4 м3.
- В зону прессовки конвейером подается поддон.
- Матрица наполняется рабочей смесью из бункера с помощью загрузочного ящика с ворошителем.
- Опускается пуансон и происходит прессование с вибрацией пресс-формы.
- Готовые изделия на поддоне подаются на рольганг и далее на стеллаж.
- Цикл повторяется.
Данный станок работает в полуавтоматическом режиме, что позволяет выполнять изготовление больших объёмов тротуарной плитки с лучшим качеством, чем у вибролитых аналогов. Производители гарантируют прочность марки М200 и морозостойкость до 300 циклов, отличную геометрию и шероховатую поверхность. Плюс – снижение расхода цемента.
Минусом является необходимость приобретения новой оснастки (пресс-формы) и переналадки вибропресса под другую геометрию изделий, достаточно высокая стоимость (около 700 000 рублей). В комплект поставки входит только одна матрица по выбору покупателя.
Можно воспользоваться предложением изготовителя и купить вариант в минимальной комплектации: без бункера и устройств загрузки матрицы смесью и подачи поддонов. Такое оснащение вибропресса УЛЬТРА мини обойдётся в два раза дешевле и предполагает ручной режим.

Станок для сухого прессования
В более дешёвых вариантах предлагается отказаться от вибрации пресс-формы. К ним относится, например, Лего Универсал – 300. Раствор загружают в бункер, с помощью ручного дозатора подают в матрицу и производят гидравлическую прессовку. Готовую плитку снимают руками.
Характеристики оборудования:
- Часовая производительность – до 300 шт.
- Давление, развиваемое прессом – 160 кгс/см2.
- Объём бункера станка – 30 л.
- Потребляемая мощность – 4 кВт.
Цена 185000 рублей, в неё не входит стоимость матрицы, которая приобретается отдельно и находится в пределах от 7000 до 15000 в зависимости от формы плитки.
Минус – необходимость тщательного подбора сырья. Например, для брусчатки требуются компоненты мелкой фракции, обладающие пластичностью (тонкомолотая глина, доломитовая мука, песок). Рекомендуемые составы: тщательно перемешанная смесь цемента, песка, а также различные отсевы. Полученное изделие имеет градиент плотности по толщине (максимальное уплотнение наблюдается со стороны воздействия пуансона) и не является устойчивым к изменению температуры и влажности. Применение ограничено главным образом регионами с сухим и тёплым климатом.
Лучшими по прочности и долговечности будут тротуарные плитки, полученные на оборудовании для вибропрессования. В то же время наибольший сегмент рынка (по оценкам, около 90 %) занимают менее надёжные, но привлекательные по цене литые варианты.



