При всех своих преимуществах пеноблоки заводского изготовления обходятся дорого, многие владельцы частных участков рассматривают возможность их домашнего производства. При грамотном подходе и использовании правильного оборудования экономия достигает свыше 50 % (при стоимости пенобетона на рынке от 2500 рублей/м3 затраты на ингредиенты не превышают 800). Итоговые вложения и целесообразность изготовления дома зависят от требуемого объема и класса, но в целом технология считается рентабельной.

- Состав и соотношение компонентов
- Технология изготовления своими руками
- Обзор оборудования
- Нюансы заливки раствора и выдержки
Ингредиенты и рекомендуемые пропорции
Состав стандартный: портландцемент высокого качества (свежий, с маркой прочности не ниже М400, без добавок шлака или пуццолана) смешивается с чистым песком (с процентным содержанием частиц кварца не ниже 75 % и размером зерен в пределах 2 мм) и пеной, полученной в результате активации синтетического или белкового пенообразователя. Для затворения и запуска процессов применяется чистая вода с минимальным содержанием солей, в домашних условиях допускается ее забор из водопровода. Делать пенобетон из некачественных компонентов бессмысленно, посторонние примеси в песке или воде приводят к усадке пены и ухудшению характеристик.
Водоцементное соотношение поддерживается в пределах 0,45-0,5, при допустимом минимуме в 0,38 (уменьшение доли оставляет часть ингредиентов сухими), максимуме – 0,55 (избыток приводит к резкому снижению прочности). Сделать пенобетон со средней маркой плотности можно при использовании классических пропорций цемента и песка 1:1 при вводе 3-4 кг пенообразования на 1 куб. Точный состав зависит от требуемой марки, при необходимости более прочных изделий увеличивается доля инертного наполнителя и самого вяжущего, при изготовлении теплоизоляционных блоков доля песка сводится к 0.
| Ожидаемая плотность пенобетона, кг/м3 | ПЦ М400, кг | Песок, кг | Пенообразователь (на примере синтетического Ареком4) | Доля воды, л |
| 400 | 361 | 1,2 | 165 | |
| 600 | 361 | 155 | 1,0 | 155 |
| 800 | 481 | 205 | 0,95 | 185 |
| 1000 | 581 | 281 | 0,9 | 215 |
| 1200 | 651 | 381 | 0,85 | 235 |
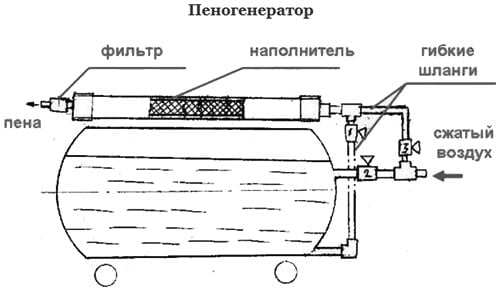
Важную роль играет подбор пенообразователя, при отсутствии генератора изготавливать блоки своими руками можно только по баросмесительной технологии (т.е. при использовании синтетических разновидностей и специального оборудования с закрытой чащей, подключенного к компрессору). Белковые виды требуют предварительного подогрева и активации в отдельной емкости, но пенобетон на их основе получается более качественным. При наличии генератора сделать пенообразователь выйдет самому, смешав 150 г едкого натра, 1 кг раздробленной канифоли и около 60 г столярного клея и подогрев до достижения однородной массы. Следует помнить, что все применяемые при производстве смеси для выработки пены являются концентраторами и нуждаются в разбавлении водой.

Для улучшения прочности на этапе замеса в раствор добавляется полипропиленовая фибра (0,5 кг на куб) или зола уноса. Для ускорения схватывания и исключения влияния усадочных процессов вводятся отвердители, оптимальным вариантом признан технический хлористый кальций. Его рекомендуемая доля составляет 1-2% от массы вяжущего, не более. Характеристики полностью зависят от точности выбранных пропорций, для изготовления качественных изделий точная рецептура может подбираться опытным путем.
Как сделать пеноблок?
Схема стандартная: в смесителе под избыточным давлением соединяются цемент и песок с пеной (при баросмесительной технологии все ингредиенты в сухом виде затворяются водой), после чего полученный поризованный раствор заливается в смазанные и чистые формы. Изделия вынимаются не ранее чем через сутки и оставляются на просушку на специальных стеллажах и поддонах еще как минимум на 20 часов. Освобожденные каркасы тщательно очищаются, после чего весь цикл повторяется. При использовании правильного пенообразователя и качественных компонентов элементы пригодны к непосредственной кладке, но практика показывает, что для снижения усадочных процессов их рекомендуют выдержать на просушке еще несколько недель.
Пошаговые действия при изготовлении в домашних условиях выглядят следующим образом:
- Подготавливаются формы, оборудование и компоненты. При небольших объемах замеса песок рекомендуется просеять вместе с цементом непосредственно перед засыпкой в чашу. Каркасы смазываются эмульсиями или застилаются п/э пленкой.
- В чаше смесителя соединяется цемент, песок и часть воды, оставшаяся после отбора доли на активацию пены. Этот этап занимает не более 30 с.
- Вводится готовая пена или засыпается синтетический пенообразователь, после чего перемешивается в течение 3 минут.
- Раствор расходуется незамедлительно путем заливки в готовые формы или непосредственно в опалубку. Второй способ выбирается при возведении монолитных конструкций или утеплении колодцевых кладок и считается оптимальным при необходимости получения легкого перекрытия или теплой стены.
- Блоки выдерживаются в течение суток, все это время кассеты берегут от усадки или резкого перемещения, после чего изделия аккуратно вынимаются и просушиваются.
- Опалубки незамедлительно очищаются от остатков, моются, просушиваются и смазываются. Цикл повторяется до получения нужного количества.
Практика показывает, что при правильной подготовке этап замеса ячеистого бетона занимает не более 30 мин, но на выдержку уходит как минимум 2 суток. Это сказывается на потребности в свободной площади как для размещения цемента и песка для засыпки, так и для хранения залитых форм и изделий для просушки. Оставлять кассеты с раствором или блоки на земле не рекомендуется, для этих целей применяются специальные поддоны или стеллажи. Пенобетон производится в домашних условиях в теплую погоду (при падении температуры ниже +5°C пена не образуется или быстро опадает), при необходимости круглогодичного изготовления возникает потребность в крытом и обогреваемом помещении.
Обзор используемого оборудования
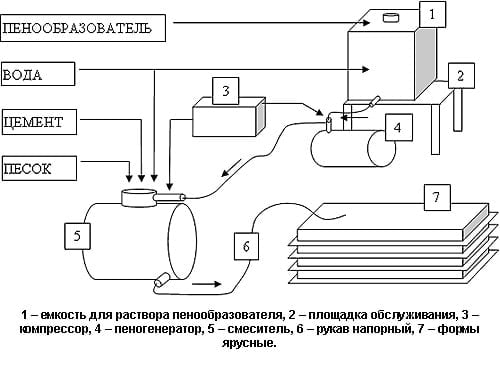
Простейшая линия включает бетоносмеситель с емкостью чаш от 60 л и более, пеногенератор и компрессор (для подачи пены или перемешивая компонентов под давлением в зависимости от выбранной технологии). Для блоков из пенобетона требуются каркасы с прочными стенками из листового металла или влагостойкой гладкой фанеры, их можно сделать самостоятельно, купить или взять в аренду. При задействовании такой схемы реализуется литьевая технология производства, получаемые элементы имеют не самую лучшую геометрическую точность, отклонения их размеров достигают ±5 мм, но при отсутствии резательного станка она является единственно возможной.
Применяемые в частных целях приборы представлено бетономешалками Строймех, Стройбетон, Фомм, Санни, Метем и другими моделями от российских заводов. При необходимости изготовления большого объема на продажу вводятся бункеры для хранения компонентов, мощный компрессор, дозаторы, станки для резки, конвейеры для засыпки и перемещения. Площадь помещения увеличивается до 400-600 м2.
При небольшом объеме вся линия обслуживается силами одного оператора, но на этапе заливки в формы желательно привлекать помощника. Принимаются меры по исключению перебоев питания, при среднем расходе электроэнергии 2,5 кВт на 1 получасовой замес и возможности работы от двухфазной сети оборудование чувствительно к скачкам напряжения и нуждается в стабилизаторе. Особую опасность представляет забивка выпускного шланга или горловины смесителя, раствор нельзя оставлять без контроля или выгрузки в чаще. Все инструменты и емкости по окончании работ незамедлительно промываются водой и просушиваются.
Правила заливки и выдержки пеноблоков в формах
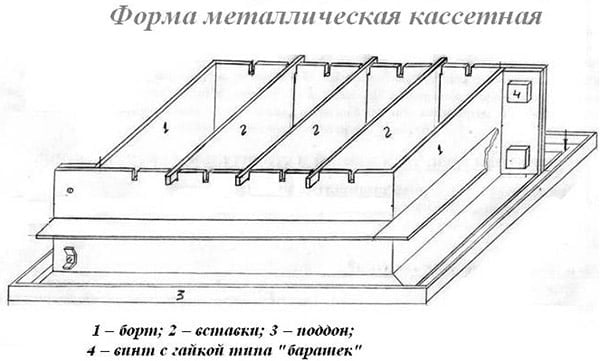
Для получения кладочных изделий используются разборные или сбитые кассеты с прочными стенками со стандартной высотой в пределах 400, 500 или 600 мм. При отсутствии возможности резки размеры элементов ограничены опалубкой, при необходимости отклонения от стандарта нужно делать новые заготовки. Предпочтение отдается кассетным разборным вариантам из металла, но они обходятся дорого. Для сравнения – стандартная форма на 14 штук общим объемом в 0,5 м3 стоит не менее 22000 рублей, на 36 шт – от 40000 и выше. Ассортимент также включает пластиковые заготовки – от 250 рублей за шт.
Связь между числом каркасов и объемом выпускаемых блоков очевидна, для ускорения процесса подготавливается как минимум 2 набора. С целью упрощения вынимания и получения более гладких граней их стенки смазываются специальными маслами (Эмульсол или его аналоги).
В уплотнении пенобетон не нуждается, но заливаемая смесь распределяется внутри опалубки или кассеты как можно равномернее. Многоярусные формы делать не рекомендуется, изделия должны свободно выводить влагу: чем выше будет температура воздуха на участке сушки, тем лучше.



